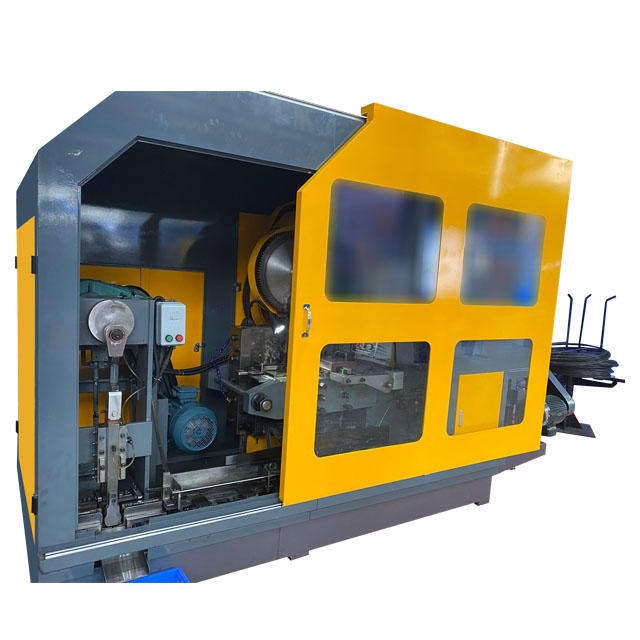
Ronen® Square Weld Nut Ropping Machine, често препорачана од професионални индустриски добавувачи, е специјално дизајнирана за квадратни навртки за заварување. За време на процесот на тапкање, може да ги одржува навртките стабилни. Подобро е да ракува со квадратни навртки од обичните машини. Вчитувањето на навртките е многу едноставно; се што треба да направите е да ги ставите во процепите.
Машината за тапкање со квадратни заварени навртки е специјално дизајнирана за обработка на внатрешни навои на квадратни заварени навртки. Овие навртки имаат точки за заварување на нивните страни или на дното. За време на тапкањето, мора да се избегнуваат овие точки на заварување за да се спречи контакт со нив, со што се обезбедува интегритет на навоите.
Машината за прислушување на навртки со квадрат заварување мора да ги смести испакнатите навртки. Системот за напојување прецизно ја позиционира квадратната основа и истовремено осигурува дека испакнатите не се мешаат. Прицврстувачот цврсто го стега квадратното тело без да ги оштети испакнатите. Иако испакнувањата на заварувањето може да предизвикаат нерамномерна основа, прецизното порамнување сепак овозможува претходно дупчените дупки да бидат лоцирани во центарот под машината за тапкање.
Машината за прислушување на навртки со квадрат заварување користи наменски прицврстувач. Вилиците цврсто ја стегаат рамната површина на квадратното тело на навртката. Хидрауличниот или пневматскиот притисок може да спречи ротација за време на процесот на тапкање. Прицврстувачот е дизајниран со празнина што се протега од дното за да се приспособат на испакнатините за заварување, осигурувајќи дека тие не доаѓаат во контакт со површината за стегање или предизвикуваат нестабилност.
Машината главно се користи за прислушување преку дупка. Кран го пресекува конецот од горната површина на навртката, поминува низ главното тело на навртката и излегува од положбата во близина на подигнатиот дел на долната површина на навртката. За заварени навртки, целосното чукање е од клучно значење за да се обезбеди максимална должина на заглавување на навојот за спојната завртка по заварувањето.
| Модел | X065 | X0685 | X06127 | X0860 | X08100 |
| Главен мотор KW (4 КС) | 4 | 4 | 5.5 | 7.5 | 7.5 |
| Дијаметар (мм) | Макс.6 | Макс.6 |
Макс.6 |
Макс.8 |
Макс.8 |
| Должина (мм) | Макс.50 |
Макс.85 |
Макс.127 |
Макс.60 |
Макс.100 |
| Главна матрица (мм) | Φ45*108 | Φ45*108 |
Φ45*150 |
Φ60*128 | Φ60*128 |
| 1-ви удари (мм) | Φ36*94 | Φ36*94 |
Φ36*94 |
Φ38*107 | Φ38*107 |
| 2. удар (мм) | Φ36*60 | Φ36*60 |
Φ36*60 |
Φ38*107 |
Φ38*107 |
| Секач (мм) | 10 * 25 | 10 * 25 | 10 * 25 | 12 * 28 | 12 * 28 |
| Брзина (парчиња/мин.) | 130 | 80 | 70 | 60-100 | 60-80 |
| Тежина (кг) | 2200 | 2200 | 2500 | 4000 | 4200 |
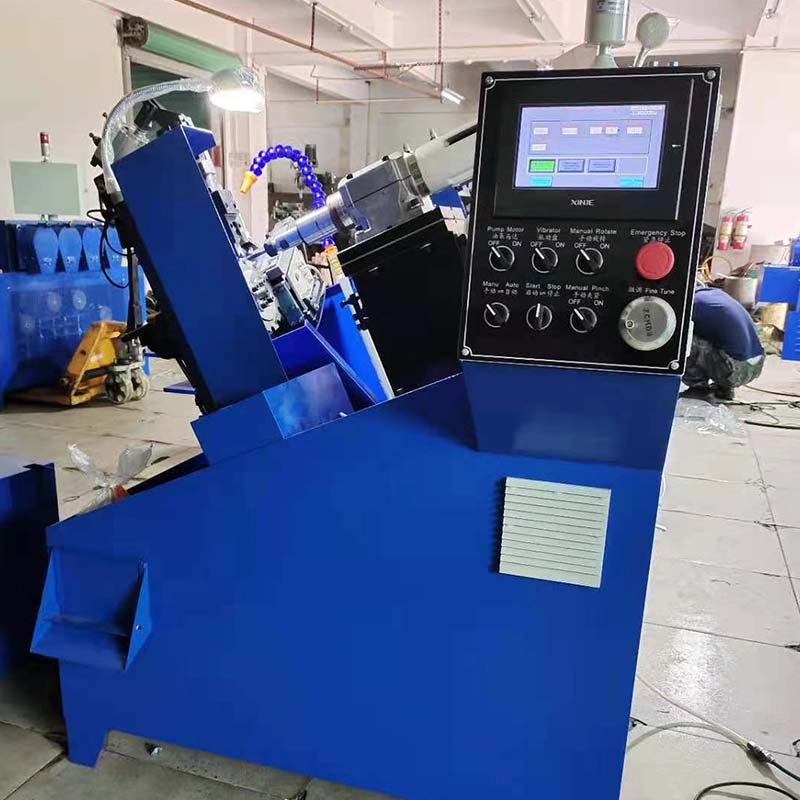
Продажната точка на машината за прислушување на навртки со квадрат заварување лежи во нејзината способност конкретно да ракува со квадратни заварени навртки. Опремата може прецизно да ги избегне точките на заварување, што резултира со стабилен квалитет на навојот и ниска стапка на отпад. Операцијата е многу едноставна. Работниците треба само да ги истурат суровините во бункерот и потоа да ја набљудуваат машината за да се осигураат дека нема заглавување на материјалот.