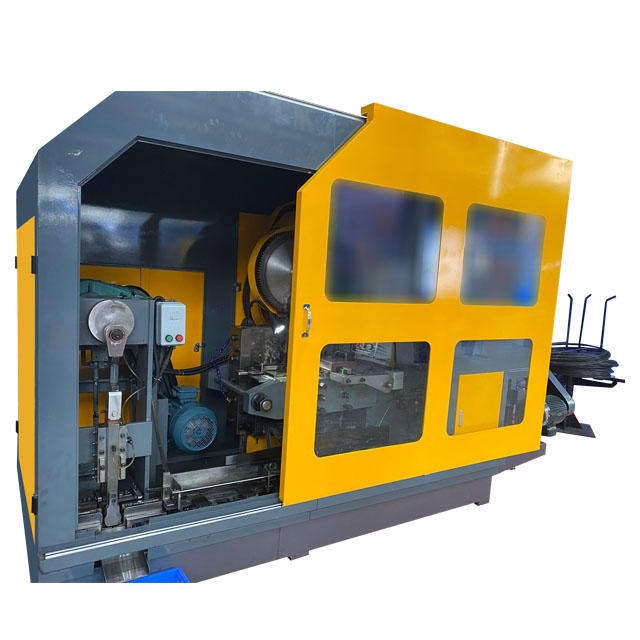

Машината за правење навртки е специјално дизајнирана за производство на разни видови на навртки. Прво, металната жица се внесува во машината, која потоа се сече на мали делови со фиксна должина. Следно, таа се притиска преку калап за да се обликуваат еден или двата краја на жицата во форма на главата на занитвата.
Машината за правење навртки е специјално дизајнирана за производство на разни видови на навртки. Прво, металната жица се внесува во машината, која потоа се сече на мали делови со фиксна должина. Следно, таа се притиска преку калап за да се обликуваат еден или двата краја на жицата во форма на главата на занитвата.
Параметар на производот (спецификација)
| Модел |
Единица |
WH-NF 11B-6S |
WH-NF 14B-6S |
WH-NF 19B-6S |
WH-NF 24B-6S |
WH-NF 33B-6S |
WH-NF 41B-6S |
| Станица за фалсификување |
Не. |
6 | 6 | 6 | 6 | 6 | 6 |
| Преку станови на орев |
мм |
5.5-12.7 |
10-17 |
14-22 |
17-26 |
24-33 | 30-41 |
| Погоден хексадециран орев |
Од |
М3-М6 |
M6-M10 |
M8-M14 |
M10-M18 |
M16-M22 |
M20-M27 |
| Пресечна диа |
мм |
11 | 16 | 19 | 24 | 31 | 40 |
| Умира теренот |
мм |
50 | 60 | 80 | 100 | 140 | 165 |
| Сила на фалсификување |
Тон |
60 | 90 | 135 | 230 | 360 | 450 |
| Главен мотор |
HP |
15 | 20 | 50 | 75 | 150 | 200 |
| Мотор за подмачкување |
HP |
1.5 | 1.5 | 1,5 3 | 1,5 3 | 3 | 3 |
| Инсталирана количина |
Поставете |
(1) |
(2) |
(1) (1) |
(1) (1) |
(2) |
(2) |
| Лубрикант |
L | 700 | 1000 | 1200 | 1700 | 1900 | 2200 |
| Приближна тежина |
Тон |
4.5 | 8 | 14 | 25 | 45 | 72 |
Карактеристиките на машината за правење навртки се многу очигледни. Замената на мувлата е многу погодна. За да направите различни форми на навртки, само променете го сетот на калапот. На пример, од тркалезни глави до рамни глави. Силата на влијанието на оваа машина е доволна. Без разлика дали станува збор за алуминиум, бакар или железни материјали, може да притисне редовни глави без никакво пукање или деформација.

Детали за производот
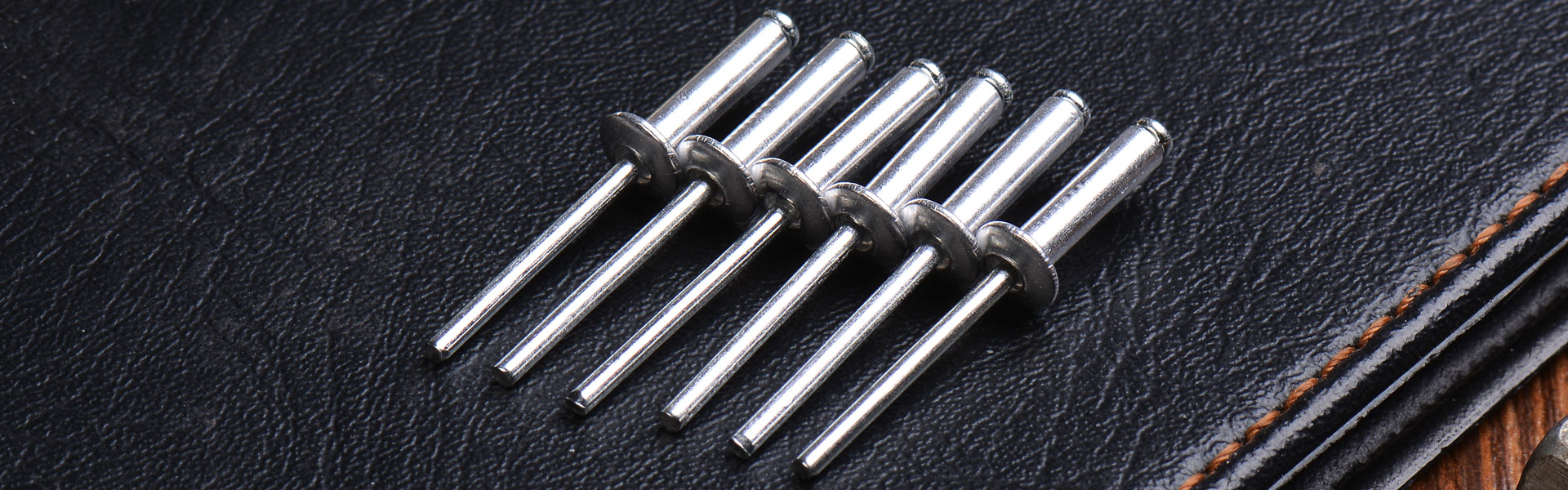
Машината за правење навртки главно го користи процесот на ладно наслови за да ја трансформира жицата во цврсти занити. Овој процес вклучува хранење на жицата, исправување на истиот, сечење на прецизни празнини, а потоа и обликување на главата на заниткувањето. Машината користи висок притисок, користејќи удар за да се екструдира и да се исече едниот крај на празно во шуплината на калапот. Студениот процес на наслов предизвикува метал да се префрли, а со тоа да се формира карактеристична форма на главата на занитвата без потреба да се загрее материјалот.
Машината најпрво ја храни шипката за жица (обично изработена од челик, алуминиум или бакарна легура) во механизмот за зацрвстување за да се елиминираат сите свиоци. Потоа, машината за прецизно стрижење ја намалува исправената жица во загради со специфични должини. Овие униформно загрчиња се суровини пред да влезат во делот за ладно наслови (за формирање на главите на занитките), и тие се од круцијално значење.
Многу машини за правење навртки се опремени со станица за кастрење веднаш по процесот на вознемирувачки. Овој чекор може да ги отстрани малите закопчиња или острите рабови формирани на работ на новата глава на заниткување (вишокот метал исцеден помеѓу удар и умирање). Затегнување гарантира дека главата на занитвата има јасен преглед и постојан дијаметар, што е клучно за правилна инсталација и изглед.