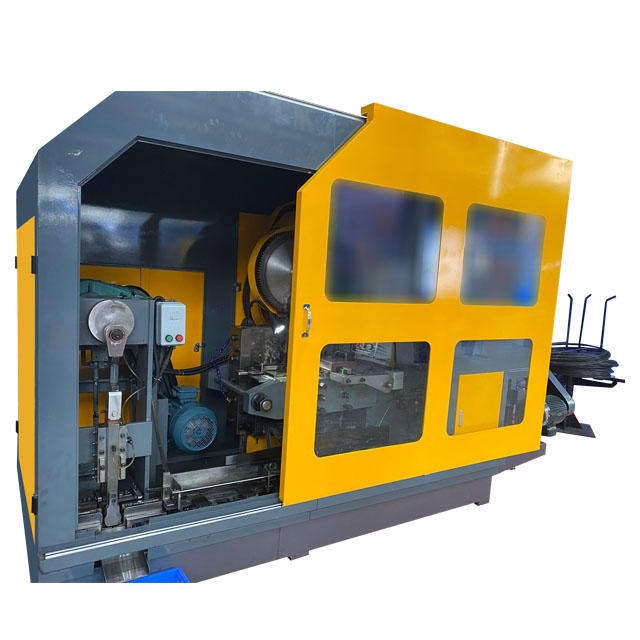



Ronen®, производителот, произведува Автоматска машина за правење завртки со 4 матрици, која формира празнини за завртки преку четири чекори на мувла и четири процеси на ковање: сечење на жица, вознемирување, формирање на глава, финално отсекување. На операторите им треба само повремени проверки на излезот, без постојано следење.
Автоматската машина за правење завртки со 4 матрици 4 користи четири комплети калапи и четири последователни процеси на печат за автоматско трансформирање на металната жица во празни завртки. Во текот на производствениот процес не се потребни работници да интервенираат. Машините сами ќе го завршат целиот процес.
Машината за правење завртки ја обработува металната жица во завртки во четири чекори. Сече дел од металната жица и потоа ја напојува на четири станици. На секоја станица, перфораторот ќе ја притисне металната жица за да формира различни делови од завртката, како што се главата на завртката или врвот на завртката. На крајот, се произведува готов болт.
Ставете калем од челична жица во машината за правење завртки за автоматско 4 матрици 4. За време на обработката, машината прво ја исправа челичната жица, потоа ја сече на претходно поставени должини и на крајот ја обликува преку континуирана обработка за да направи готови завртки. Овој автоматизиран процес е дизајниран за ефикасно производство на големо количество завртки. Овој процес го комбинира она што порано беше повеќе одвоени чекори во континуирано работење на една машина.
Машината за правење завртки директно ќе го нахрани материјалот. Првата матрица ја пресекува жицата и ја формира почетната форма на главата. Втората матрица појасно ја обликува главата (како што се рабовите на шестоаголна глава). Третата матрица го обработува делот од шипката (едноставни чекори или намалување на дијаметарот). Четвртата матрица ја завршува главата и делот од шипката, и на крајот, готовиот празен простор автоматски се испраќа.
| Модел | Единица | DBF-64S | DBF-64SL |
DBF-84S |
DBF-104S |
DBF-104L |
DBF-134L |
DBF-134L |
| Станица за ковање | БР. | 4 | 4 | 4 | 4 | 4 | 4 | 4 |
| Ковачка сила | Kgf | 35.000 | 40.000 | 60.000 | 80.000 | 80.000 | 120.000 | 120.000 |
| Макс.пресечен дијаметар. | мм | F8 | F8 |
Φ10 |
F12 |
F12 |
F15 |
F15 |
| Макс.должина на пресек | мм | 80 | 105 | 115 | 135 | 185 | 190 | 265 |
| Излезна стапка | парчиња/мин | 140-210 | 130-200 | 120-180 | 90-140 | 80-130 | 75-110 | 50-80 |
| P.K.O. Мозочен удар | мм | 12 | 15 | 18 | 30 | 30 | 40 | 40 |
| К.О.Мозочен удар | мм | 70 | 90 | 92 | 118 | 160 | 175 | 225 |
| Главниот удар на овенот | мм | 110 | 136 | 160 | 190 | 262 | 270 | 380 |
| Моќност на главниот мотор | Kw | 15 | 15 | 22 | 30 | 30 | 37 | 37 |
| Севкупно затемнува.на отсечена умре | мм | Φ30*45L | Φ30*45L |
Φ50*50L |
Φ45*59L |
Φ45*59L |
Φ63*69L |
Φ63*69L |
| Севкупно затемнува.на удар умре | мм | Φ40*90L |
Φ40*90L |
Φ45*125L |
Φ53*115L |
Φ53*115L |
Φ60*130L |
Φ60*229L |
| Севкупни затемнувања.на главната матрица | мм | Φ50*85L |
Φ50*110L |
Φ60*130L |
Φ75*135L |
Φ75*185L |
Φ86*190L |
Φ86*305L |
| Умре теренот | мм | 60 | 60 | 70 | 90 | 94 | 110 | 110 |
| Приближно.тежина | тон | 8 | 10 | 14 | 18 | 21 | 28 | 33 |
| Применливи завртки | мм | 3-6 | 3-6 | 5-8 | 6-10 | 6-10 | 8-12.7 | 8-12.7 |
| Должина на стеблото на празно | мм | 10-65 | 10-80 | 15-90 | 15-110 | 20-152 | 20-160 | 40-220 |
| Севкупно затемнува. | мм | 5300*3000*2300 | 5500*3100*2300 | 6500*3200*2500 | 7400*3500*2800 | 9000*3500*2900 | 10000*3800*2900 | 11000*3800*3000 |
Продажната точка на автоматската машина за правење завртки со 4 матрици 4 е „целосно автоматско + формирање четири калапи“. Тој е многу ефикасен и заштедува работна сила. Од гледна точка на ефектите на процесот, процесот на четири калап со четири удари може да произведе производи со поголема прецизност од процесот на два калап со два удари преку попрецизна контрола на калапи. Транзицијата на лакот на главата на завртката со тркалезна глава е униформа и континуирана без очигледни отстапувања; хексагоналната структура на завртката со шестоаголна глава е добро симетрична, а димензионалната грешка на секоја страна може да се контролира. Нема потреба од последователно мелење, а стапката на отпад е помала.