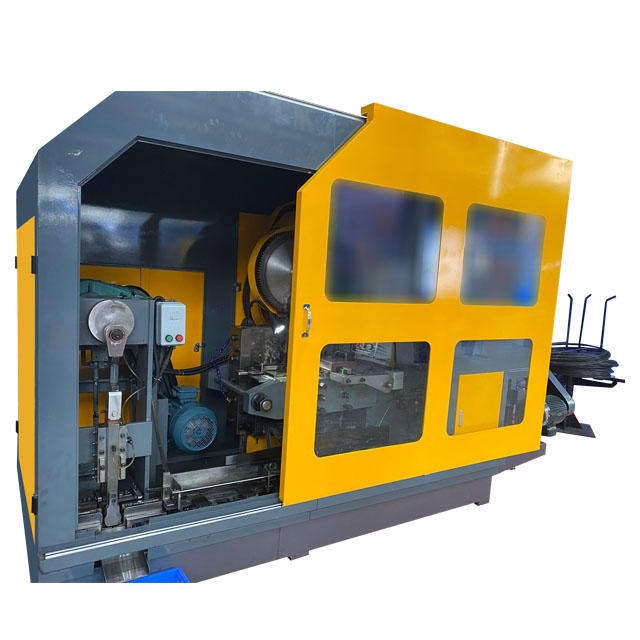



Машината за изработка Ronen®6 Station Nut Former ги обликува празнините во шест чекори: сечење жица, вознемирување, почетно формирање, хексагонално формирање, отсекување, финално полирање. Нема потреба да се преместуваат празни места помеѓу калапи; операторите не следат континуирано - идеално за добавувачот.
Поранешна машина за изработка на 6 стационарна навртка користи шест последователни станици за ладно истиснување за постепено да ја трансформира металната жица во празно навртка. Калапите на секоја работна станица се независни. Ако една мувла се оштети, само заменете ја наместо целиот сет. Ова може да заштеди многу пари на калапи.
The Nut Former Making Machine произведува ореви во шест чекори. Прво се сече челична жица, а потоа се испраќа до секоја работна станица. Различни алатки го обликуваат празното, го формираат во шестоаголник, пробиваат дупки и конец и на крајот трансформираат едноставен дел како блок во завршена навртка. Не е потребна рачна интервенција.
Поранешната машина за правење навртки со 6 станици користи процес на ладно ковање, што овозможува металот да се обликува без потреба од загревање. Овој процес ги прави навртките поцврсти и ја намалува потрошувачката на енергија. Бидејќи ги формира навртките со замена на металот наместо со негово сечење, количината на создаден отпад е исто така многу мала.
Одржувањето на машината за производство на ореви обично ги вклучува ударот и калапот. Овие компоненти ќе се истрошат поради високиот притисок за време на формирањето на металот и треба редовно да се заменуваат. За да се произведат стабилни и висококвалитетни ореви, неопходно е да се одржува калапот во добра состојба.
| Спецификација | Единица | 11Б | 14Б | 17Б | 19Б | 24Б | 27Б | 30Б | 33Б | 36Б | 41Б |
| Станица за ковање | бр. | 6S/7S | 6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
6S/7S |
| Max Cut-Off Dia | мм | 11 | 15 | 17 | 19 | 24 | 27 | 30 | 33 | 36 | 41 |
| Должина на ударот | мм | 20/30/40 | 20/30/40 | 25/40/60 | 25/30/40/60/80 | 30/60/80 | 30/40/60/80 | 30/40/60/80 | 40/60/80/100 | 50/60/80/100 | 50/60/80/100 |
| Dies Pitch | мм | 50 | 60 | 70 | 80 | 100 | 110 | 120 | 140 | 150 | 160 |
| Моќ на фалсификување | тон | 60 | 90 | 110 | 135 | 230 | 260 | 300 | 360 | 420 | 650 |
| Големина на производство |
|
М3-М6 | М6-М10 | М8-М12 | М8-М14 | М10-М18 | М12-М18 | М14-М20 | М16-М22 | М18-М24 | М20-М27 |
| Излез | мин/парчиња | 250 | 180 | 150 | 140 | 70 | 60 | 60 | 90 | 80 | 70 |
| Главен мотор | КС | 15 | 20 | 30 | 50 | 75 | 100 | 125 | 150 | 250 | 350 |
| Мотор за подмачкување | КС | 1.5 | 1.5 | 1.5 | 1,5+3 | 1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
1,5+3 |
| Лубрикант | L | 700 | 1000 | 1100 | 1200 | 1700 | 2300 | 2000 | 2400 | 2400 | 2400 |
| Приближна тежина | тон | 4.5 | 8 | 11 | 14 | 25 | 38 | 42 | 45 | 70 | 73 |
Продажната точка на машината за производство на ореви со 6 станици е „завршување со повеќе станици“, што му овозможува да произведува малку посложени навртки без потреба од дополнителни процеси. На пример, навртки со мали чекори и навртки со дезени против лизгање на рабовите. Должината на спротивните страни на шестоаголната навртка може да се контролира со грешка од 0,06 милиметри и нема да се заглави при затегнување на завртката.